卧式卷边封口机使用说明书

一、设备总体介绍
2.1 设备名称:卧式封口机
2.2 设备功能:将桶顶盖、桶身、桶底盖组装成成品桶
2.3 设备产能:400只/小时
2.4 设备参数:总质量:约10000KG
总功率:54KW
气源压力:0.6MPA
土 建:地平
电 源:380V 3P+N+PE
设备尺寸:长3700宽1170高2350
2.5 产品外型:高度850-970 外径560-571.5
二、主要部位详细介绍
3.1 凸轮控制
制桶生产线的最重要生产设备之一是封口机,而封口轮的进给系统是封口机的核心部位,进给的时间曲线和速度,直接影响到钢桶封口的质量和速度。
我公司经过多年的研究和攻关,近期已研制成功了封口轮进给机构PLC程序化控制和进给参数人机对话触屏控制。实现了操作人员根据实际运行状态对封口过程进行有效调节,可使卷边结构更加合理,同时在产品切换时,封口轮位置调整更加高效,设备效率大大提高。解决原凸轮机械结构进给时间曲线无法调节,封口轮位置调整工人爬上爬下耗时又不安全等几大困扰问题。是制桶设备的一次重大革新。
3.1.1 编码器实时追踪
传统凸轮控制靠一个感应器实现凸轮一整圈运动,运转稳定但是有弊端,铁板薄的情况效率还可以,厚了比如1.2、1.5的情况生产效率和质量大打折扣。众所周知凸轮整圈并不是全部做功用的,分3个阶段爬坡,保持,归位 其中真正卷边的距离也就3/5,使用编码器实时追踪后可以定位凸轮任意角度,来改变凸轮转速在不做攻的时候可以快速运转,做攻段根据板厚调整速度这样不影响质量的情况下提高效率。
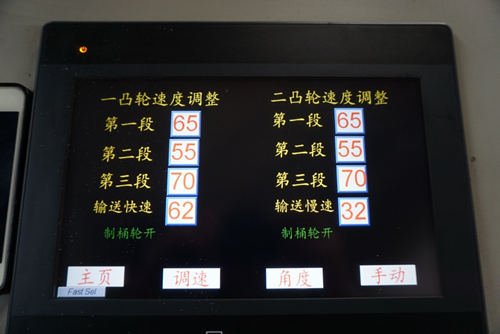
3.1.2 模拟量控制
有好的检测也得好的控制,使用模拟量控制模块控制变频器,速度直接可以在触摸屏上就能改变。
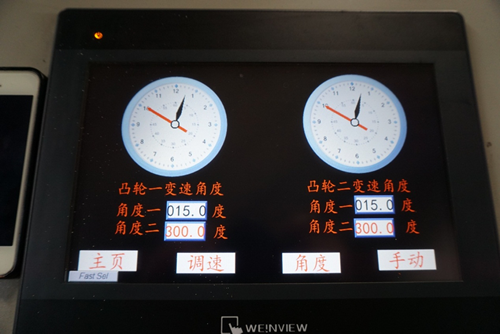
上图显示的是凸轮分段控制,12到黑针之间对应的凸轮从原点到封口轮碰到桶边的位置,黑针和红针之间对应的是卷边位置,红针到12对应的是卷边完毕后到凸轮归原位的位置。
3.2 封口轮安装结构
3.2.1 滑块固定结构
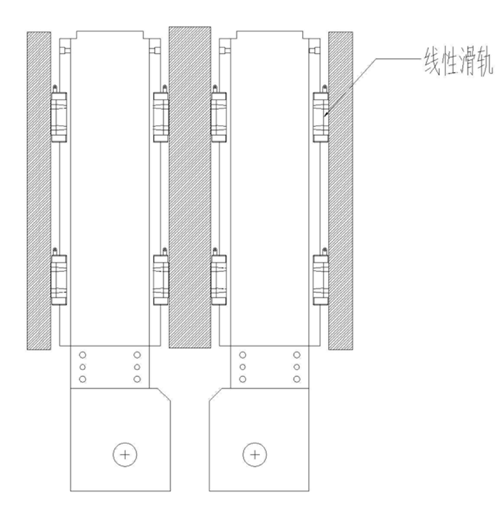
本机滑块固定使用品牌重型线性滑块导轨固定,国内其他厂家多使用滑槽制造价格低廉,新的时候间隙还可以,用久了一旦出现间隙就很难调整。而线性滑轨就不同即使用久了有间隙了很方便就能更换 。
3.2.2 封口轮安装
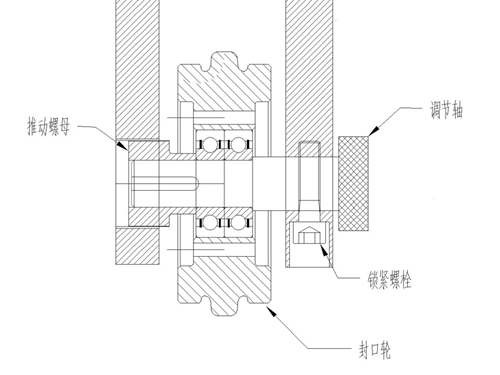
调节封口轮前后位置时,只需将锁紧螺栓松开转动调节轴,调整完毕后推紧调节轴上紧锁紧螺栓即可,更换一套压轮只需十分钟左右。
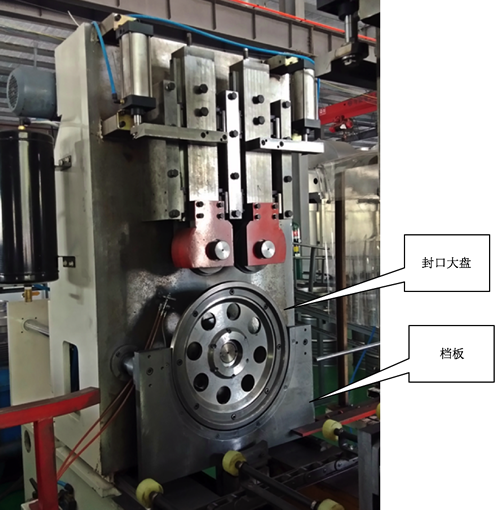
3.2.3 大盘间距及挡板调节
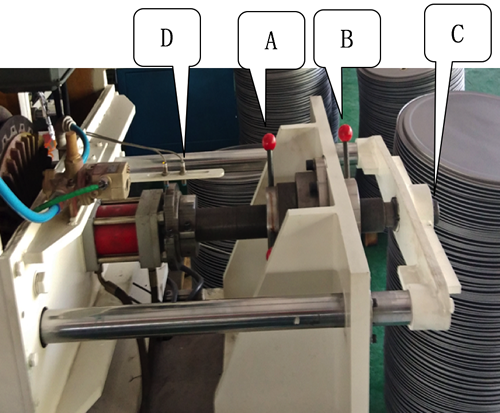
调节大盘间距:首先将B手柄松开,转动A手柄顺时针减小逆时针为加大,调整完毕后锁紧B手柄。
调节挡板:C处两个并帽用来调节档板间距。
3.3 动力驱动
3.3.1 动力
本机主轴驱动采用双边各一台22KW6级电机驱动,保证在封口过程中提供强力扭矩,保证封口质量。
3.3.2 动力控制

动力控制采用中意合资气动离合器(500型), 动作快且稳定,确保顶底同时运转不会出现擦痕。
3.3.3 凸轮进给
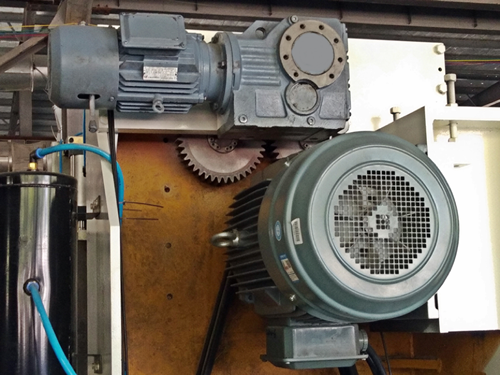
凸轮进给采用硬齿面减速机,与国内同类采用的摆线针轮相比具有更好的稳定性和定位精准度。
|
